
Самодельное устройство для намотки толстого металлического прутка (катанки) диаметром D=10-15 мм на трубу необходимого диаметра. При использовании газовой горелки, для нагрева прутка в точке намотки, дает дополнительную возможность для увеличения диаметра прутка до ~20 мм. Намотку также можно производить с меняющимся шагом, благодаря чему получается не сплошная намотка виток к витку, а пружина. При правильной закалке и сноровке можно сделать рессору-пружину.
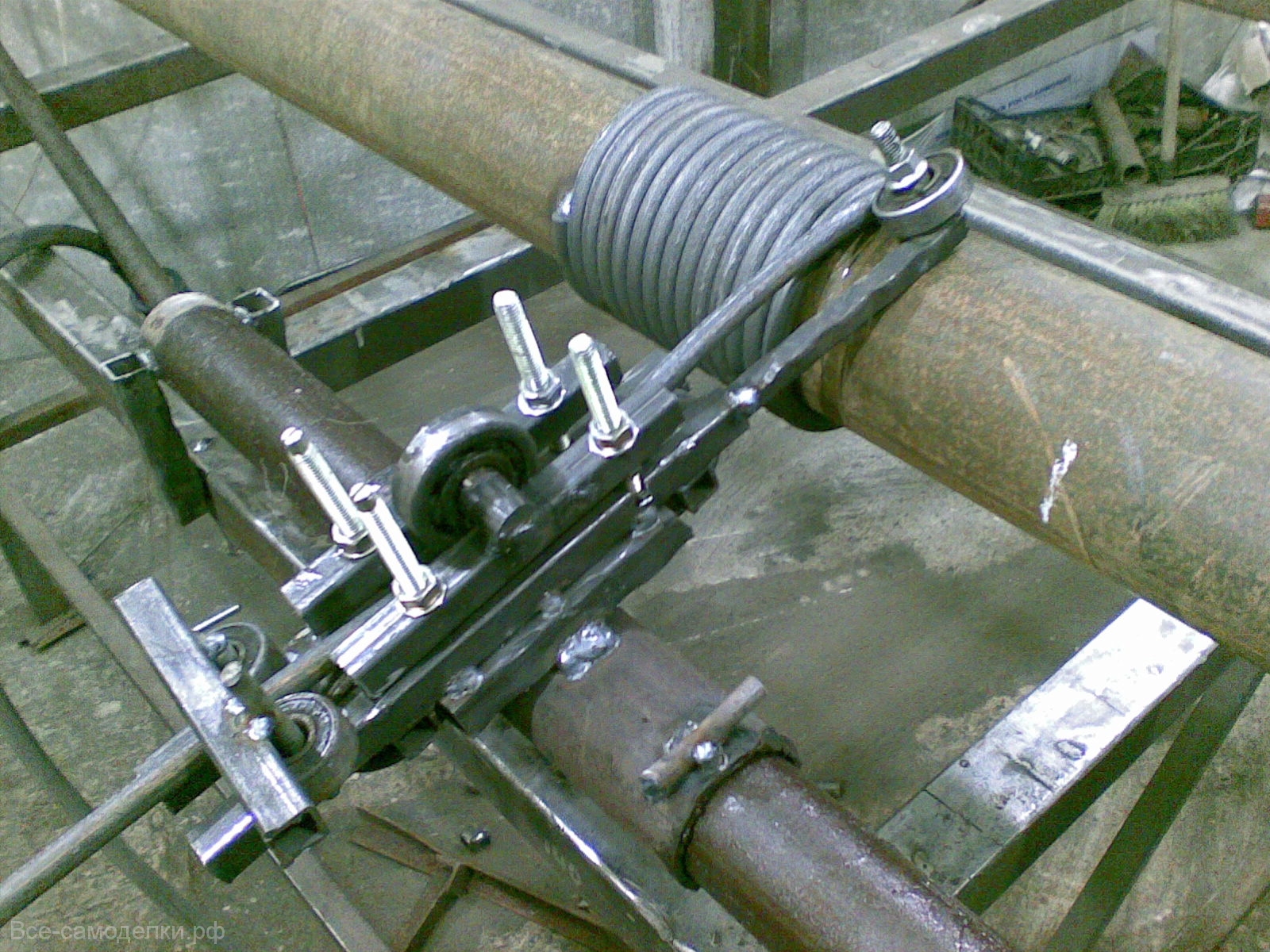
Внешний вид самоделки.
Видео: Самодельный механизм в работе
Применение:
Украшение столбов кованных изделий, изготовление пружин, рессор, изготовление колец, методом отрезания колец болгаркой и др.
Фото: Вариант применения (украшение столба в художественной ковке).

столб ковка
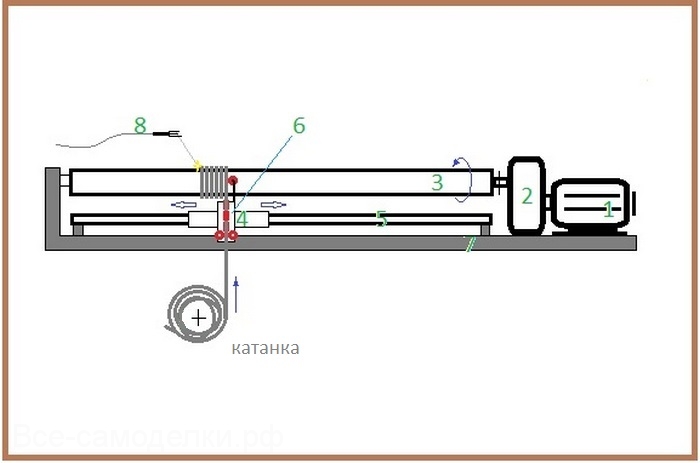
Схема 1.
Материалы:
- Подходящих размеров металлическая рама (основа для монтажа.
- Редуктор понижающий — 1000/1 об. мин. (на схеме — 2).
- Мотор электрический 0,2-0,5кВт 220-380в. (1).
- Труба рабочая (3) D=100 мм. L=1000-3000 мм. ( в зависит от требуемого количества витков ).
- Направляющая труба (5) D=60 мм. L = размеру трубы (3).
- Труба (4) должна надеваться на трубу (5) без большого люфта L=200-400 мм.
- Обрезки профильной трубы 15*15*1,2 мм.
- Шариковые радиальные подшипники 3 штуки из серии 203, 303 или 403, 3шт. серии 201, 301.
- Небольшие обрезки прутка D=10-12 мм.
- Четыре резьбовые шпильки D=8-10 мм длиной по 150 мм.
- Болты с гайками, солидол.
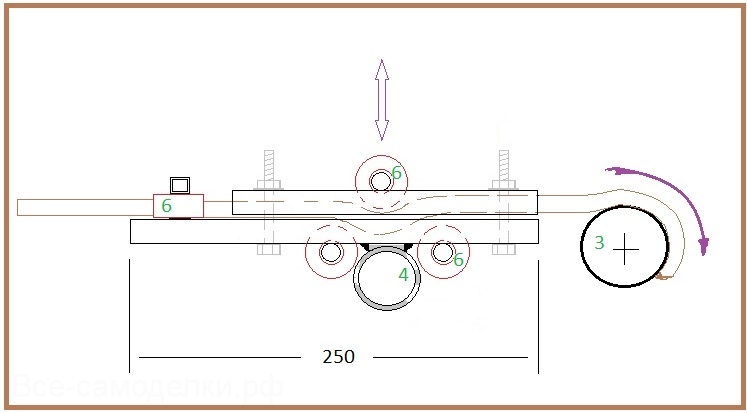
Схема 2.
Инструменты:
Сварочный аппарат, дрель со сверлами ассортимент, г. ключи,
Изготовление:


Устанавливаем на край рамы редуктор и закрепляем болтами, крепим к валу редуктора через резиновую муфту мотор, в нашем случае хватило простой дрели.

Привариваем к выходному валу редуктора пластину для крепления рабочей трубы (3).

Из обрезков профильной трубы на противоположном краю станины привариваем вторую точку опоры с вращающимся элементом и пластиной крепления для трубы (3). Все центрует и закрепляем рабочую трубу на небольшие приварки (точки сварки). Берем тонкую трубу (5), надеваем на неё обрезок (4).

Привариваем на раму две опоры из профиля, к ним, по уровню, параллельно рабочей трубе привариваем направляющую трубу, расстояние между трубами примерно 200-250 мм.
С помощью сварки и дрели, собираем из обрезков профильной трубы, подшипников и резьбовых шпилек, направляющи — регулирующий узел. (по схеме 2). Привариваем его на подвижную трубу направляющей, смазываем солидолом как на фото.
Можно проверять в работе. Просовываем конец прутка сквозь направляющие подшипники, привариваем конец к рабочей трубе, задаем нужное натяжение резьбовыми шпильками. Включаем мотор и наблюдаем как пошел прочес. Для регулировки шага между витками, достаточно вставить подходящей толщины брусок между витками при намотке.
Видео: Испытание самоделки.
Добавить комментарий
Для отправки комментария вам необходимо авторизоваться.